Aus Alt mach Neu - Retrofit
Unter Retrofit (engl. für nachrüsten, umrüsten, Nachrüstung) wird die Modernisierung oder der Ausbau bestehender Anlagen und Maschinen verstanden.
Für bestehende Anlagen kann ein Retrofit sinnvoller als ein Ersatz durch Neubau sein. Durch den Austausch von veralteten Komponenten und das Hinzufügen von neuen, zeitgemäßen technologischen Weiterentwicklungen werden bestehende Anlagen wieder auf den neuesten Stand gebracht. Der Vorteil für den Anlagenbetreiber liegt in der Modernisierung der Anlage und der damit in Verbindung stehenden Erhöhung der Produktivität bei deutlich geringeren Kosten im Verhältnis zur Neuanschaffung einer entsprechenden Anlage.
Kosteneffektiv
geringer Schulungsbedarf
Zeitersparnis
schnelle Genehmigung
Ziele von Retrofit-Lösungen
- Verlängerung der Lebensdauer
- Effizienzsteigerung der Anlage
- Erfüllung gesetzlicher Vorgaben
- Steigerung des Produktionsvolumen oder der Produktqualität
- Sicherstellen der Ersatzteilversorgung
- Schaffung der Möglichkeit, alte Maschinen in moderne IT-Umgebung einzubetten

Bestandsaufnahme
Industrielle automatisierte Klebstoffprozesse kommen in den unterschiedlichsten Anwendungen zum Einsatz. Jedes Jahr werden tausende Klebstoffauftragssysteme verkauft und verrichten über viele Jahre Ihren Dienst.
Solche Anlagen erleiden allerdings auch einen Alterungsprozess und nach 10, 20 oder mehr Jahren kann auch die beste Regelungs- und Steuerungstechnik ausfallen. Eingesetzte Relais oder Speicherbausteine sind dabei typische Verschleißkomponenten. Ein identischer Aufbau der alten Technik ist meistens nicht mehr möglich oder oft auch zu kostenintensiv. Wie man mit einfachen Mitteln, kostengünstig und sogar mit mehr Leistungsmerkmalen sein altes Hotmeltauftragssystem wieder fit bekommt, zeigt dieser Anwenderbericht.
Im vorliegenden Anwendungsfall fertigt seit über 200 Jahren die femira Bettensysteme GmbH & Co. KG hochwertige Betten- und Schlafsysteme, wie beispielsweise Boxspringbetten oder Qualitäts-Wohnraummöbel. Der deutsche Hersteller zeichnet sich dabei durch höchste Fertigungsprozesse aus. Um dieses zu erreichen, werden unter anderem seit vielen Jahren leistungsfähige Klebstoffauftragssysteme des Herstellers Nordson eingesetzt.
Mittels der Verwendung von Heißschmelzkleber fügt femira die einzelnen Komponenten einer Matratze zum fertigen Produkt zusammen. Ein reibungsloser Prozess des Nebenaggregats für den Heißschmelzkleber ist dabei entscheidend für den kompletten Fertigungsprozess.

Das ca. 20 Jahre alte Nebenaggregat des Hotmelt System, verursachte bei femira einen vollständigen Ausfall der Matratzenstraße, da die Versorgung mit Heißschmelzkleber, aufgrund eines Fehlers der internen Heizungsregelung, immer wieder ausgefallen ist. Zu Beginn kam es nach dem Einschalten des Systems nur zu sporadischen Ausfällen der Versorgung mit Klebstoff. Diese sporadischen Ausfälle traten vermehrt auf, bis es schließlich zu einem dauerhaften Stopp der Matratzenproduktion kam.
Die Fehlersuche gestaltete sich schwierig, da die Heizungsregelung als auch die Pumpensteuerung des Hotmelt Systems nicht in konventioneller Betriebsmittelbauweise, sondern als vollintegrierte Steuerungsplatine ausgeführt waren. Das integrierte Segmentdisplay in der Schaltschrankfront zeigte im Fehlerfall immer den Fehlercode 35, was als „Allgemeine Sammelstörung“ bzw. in der Maschinendokumentation als „Speicher-Fehler auf dem Temperaturregelmodul“ beschrieben ist. Durch eine gute Recherche der Werksinstandhaltung und einem sehr guten Service beim Hersteller des Hotmelt Systems wurde festgestellt, dass alternde Speicherchips für den Ausfall der Heizungsregelung verantwortlich sind. Alterungsbedingt verlieren Speicherelemente der Platinen-Steuerung ihre Parameterdatensätze. Leider sind Ersatzplatinen mit neuen Speicherelementen nicht mehr verfügbar und es können Ersatzteile ausschließlich auf dem Gebrauchtteilemarkt, ohne Garantie und zu überhöhten Preisen, bezogen werden.
An dieser Stelle kommt das junge innovative Unternehmen profit all engineering GmbH dazu, welches sich auf Maschinen- und Anlagenautomatisierung, hauptsächlich im industriellen Bereich spezialisiert hat. Ganz nach dem Prinzip „profit4all“ wird gemeinsam, auf Augenhöhe mit dem Kunden, ein idealer Weg zwischen Kosten und Nutzen für das Projekt gefunden.

Auswahl
Die richtige Lösung
Nach ausgiebiger Prüfung der Möglichkeiten wurde nach Kosten-Nutzenrechnung festgelegt, dass femira die komplette Steuerung durch eine neue Steuerung in konventioneller Bauweise ersetzen möchte. Das separate Leistungsteil wird übernommen. Zusätzlich zur Heizungsregelung beinhalteten die defekten Steuerungsplatinen weitere Funktionen mit einer geringen Logiktiefe, wie z.B. einer Pumpenmotor- und Freigabenansteuerung.
Der Einsatz einer Speicherprogrammierbaren Steuerung (SPS) schied aus, da die Hardwarekosten für Grundgerät, Ein- sowie Ausgangsbaugruppen, HMI Visualisierung, zusätzliche Verdrahtung und abschließend der Aufwand für die Softwareerstellung nicht im Kosten- Nutzenverhältnis zur Anwendung standen.
Es wurde versucht Hardwarekomponenten auf dem Markt zu finden, mit denen es möglich ist, unkompliziert und kosteneffizient ein neues Steuerungsmodul in klassischer Schaltschrankbauweise zu entwickeln, welches über definierte Schnittstellen schnell in den vorhandenen Leistungsteil integriert werden kann. Als Grundlage für das neue Steuerungsmodul wurde schnell ein Heizungsregelsystem in Kombination mit elektromechanischen Komponenten forciert. Ausschlaggebend war hier, dass das Heizungsregelsystem zusätzlich zur eigentlichen Heizungsregelung die zusätzlichen Logikaufgaben übernehmen kann.
Technische Beschreibung:
- Ansteuerung von 18 Heizzonen über Pulsweitenmodulationssignale
- Ein- und Ausgabe von Analogwerten 0-10V
- Über einen Logikeingang umschaltbare Betriebsarten für Heizen und Standby
- Kompatibilität zu den verbauten FeCuNi Thermoelementen vom Typ J.
- Relaiskontakte für Übertemperaturabschaltung und Temperaturfreigabe
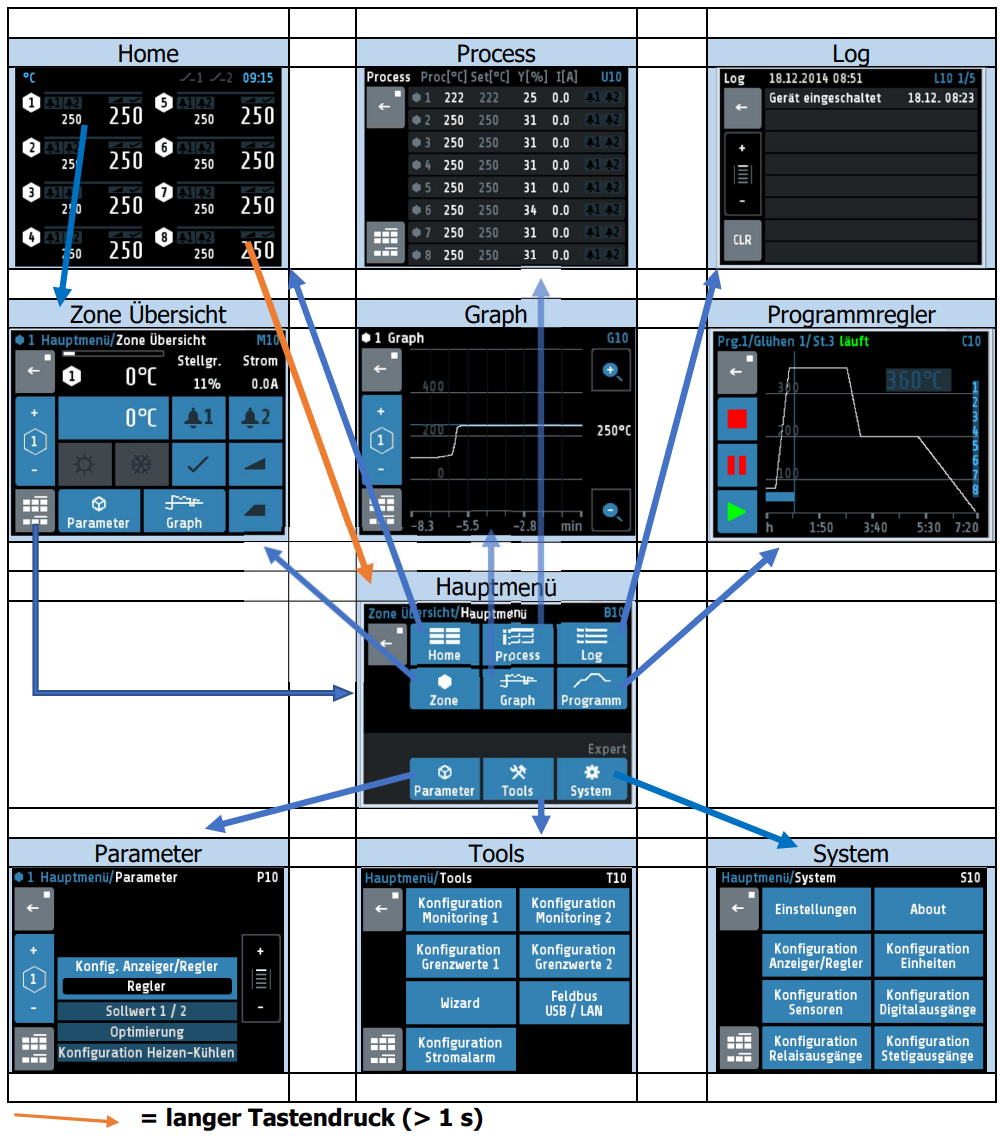
- Integriertes HMI zur einfachen Bedienung.
- Die Möglichkeit besitzen, den Antrieb einer Kleberpumpe zu steuern.
- Aufgaben mit einer geringen Logiktiefe müssen gesteuert werden können
- Einstellbare Analogvorgabewerte für die Solldrehzahl des Pumpenmotors bereitstellen.
- Analogeingänge, um die aktuelle Pumpendrehzahl im HMI zu visualisieren.
- Es muss eine Temperaturfreigabeverriegelung für den Pumpenantrieb realisierbar sein.
- Frei konfigurierbare, potentialfreie Kontakte, zur Kommunikation mit der Hauptanlage.
- Schnelle und einfache Parametrierung der 18 vorhandenen Heizzonen.
- Platzsparend, modular aufgebaut, um die Montagezeit vor Ort zu reduzieren.
- Energiesparende Ansteuerung der Heizzonen.
- Guter Kundenservice durch den Hersteller
Die Umsetzung - Retrofit
schnelle Montage
identischer Ablauf
Kostenersparnis 70%
Langzeitverfügbarkeit
ELOTECH Industrieelektronik GmbH konnte mit dem R4000 eine Lösung für die definierten Anforderungen anbieten und durch eine kompetente enge Beratung zur benötigten Applikation entscheidend zum Erfolg des Retrofit Projektes beigetragen.
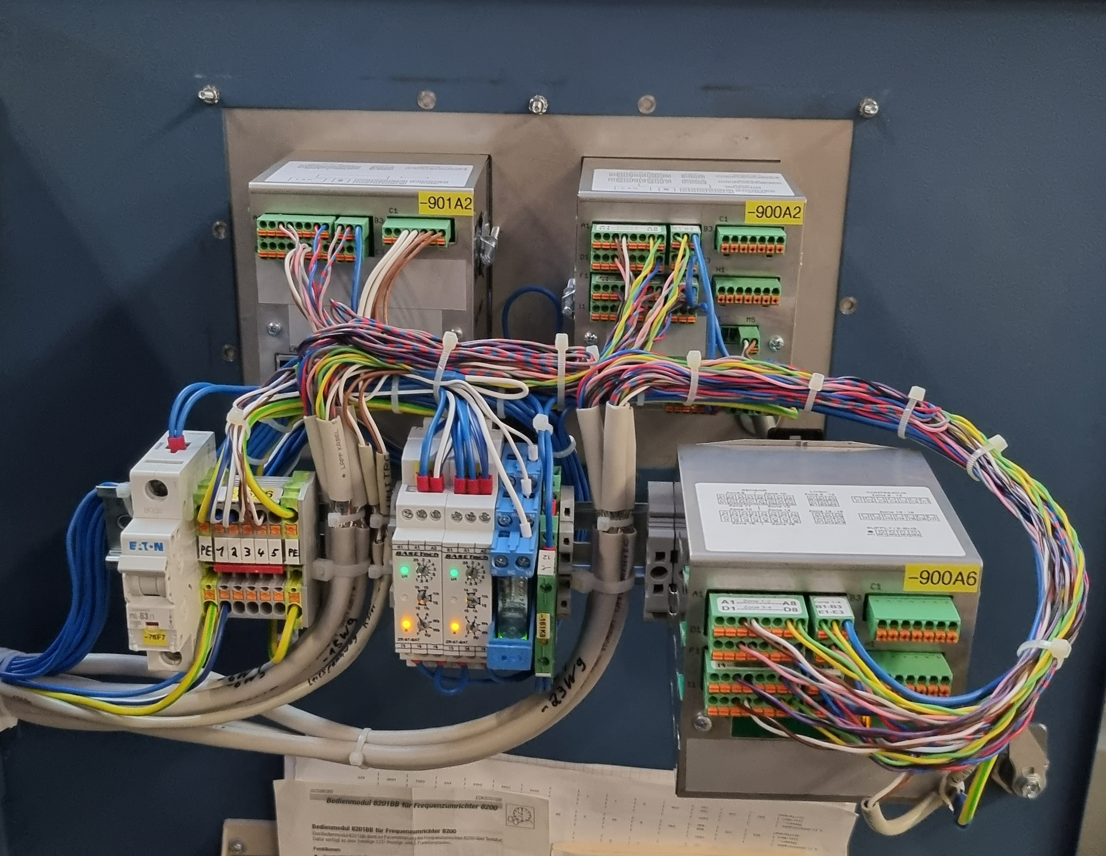
Profit all engineering konstruierte und fertigte eine Retrofit Ersatzbaugruppe für das Hotmelt System, welches nahtlos in den bestehenden Schaltschrank integriert und mit dem vorhandenen Leistungsteil kombiniert werden konnte.
Die neu erstellte Retrofit Ersatzbaugruppe besteht im wesentlichem aus zwei ELOTECH Mehrzonen-Temperaturregler der Bauart R4000 in Maximalausbaustufe, welche insgesamt zehn Heizzonen ansteuern und zusätzlich zwei Analogkanäle zur Pumpendrehzahlregelung und Drehzahlanzeige im integrierten HMI, bereitstellt.
Mit der zusätzlichen Erweiterungsbaugruppe des Typen R4010 wurden die noch zusätzlich benötigten vier Heizzonen realisiert. Durch eine kompakte Bauweise der R4000 und R4010 Baugruppen, ist auf der Montageträgerplatte zusätzlich ausreichend Platz für alle benötigten Betriebsmittel.
Forderung:
- Austausch durch funktional identische Lösung
- Sicherstellung der Produktionsprozesse bzw. Reduzierung von Ausfallzeiten.
- Möglichst schnelle Umsetzung ohne Produktionsausfall
- Kostengünstige Umsetzung

Montage
Der komplette Umbau des Hotmelt Systems inklusive aller Tests und Anbindung an die Hauptmaschine, erfolgte innerhalb von zwei Tagen. Eine durchdachte Kabelbeschriftung und die Übernahme vorhandener Bohrungsmaße in die Grundplatte trugen maßgebend zum schnellen und fehlerfreien Einbau der neuen Steuerungskomponenten bei.
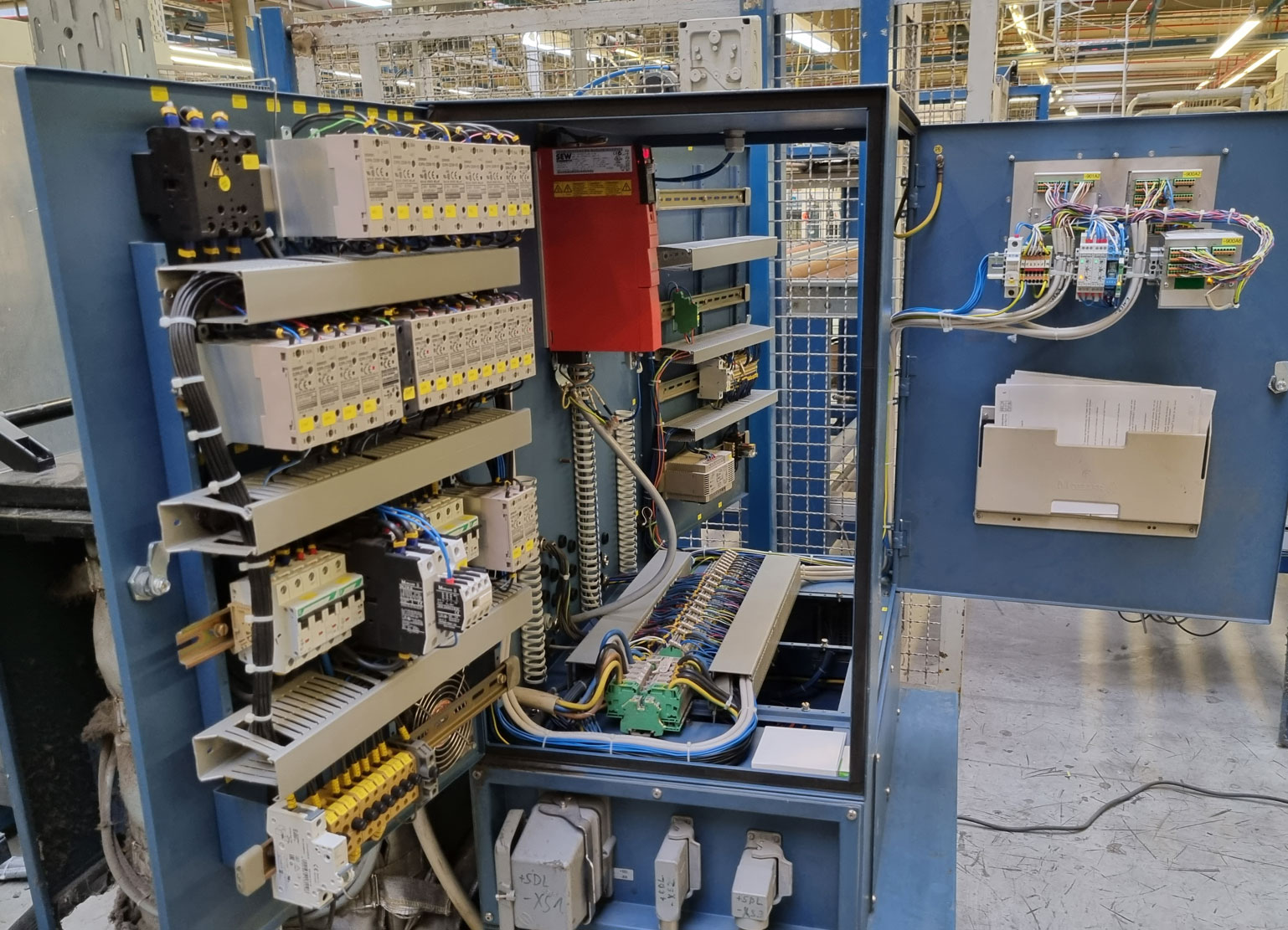
Zu Beginn entfernte man alle alten Steuerungsplatinen und die dazugehörige Verdrahtung bis zu einem festgelegten Punkt, in der Regel einer Anschlussklemme. Der Leistungsteil konnte vollständig bestehen bleiben. Die Übergangsstelle waren die Steuer-Anschlussklemmen der Solid State Halbleiterrelais. Nach der vollständigen Entfernung der alten Komponenten verblieben ca. 40 Prozent der Originalhardware im Schaltschrankgehäuse, weshalb die Gelegenheit genutzt wurde, die im Gehäuse verbliebenen Komponenten zu reinigen.
Dadurch, dass Profit all die Retrofit Ersatzbaugruppe komplett als Modul konzipierte, und in der alten HMI Frontpanel Einbauöffnung Platz fand, reduzierte sich der gesamte Schaltschrankinhalt nach dem Umbau um gut 50 Prozent. Ein Addon: Durch die jetzt bessere Wärmeableitung schont man die Elektronik und SSRs und erhöht die Gerätelebensdauer. Fast alle Anschlussleitungen der Retrofit Ersatzbaugruppe sind als Vieladrige -Steuerleitung ausgeführt und funktional zusammengefasst. Einige Einzeladerleitungen für die Stromversorgung, Sicherheitsfunktionalitäten und den Potentialausgleich verband man mit der vorhandenen Schaltschrankinfrastruktur.
Test und Inbetriebnahme:
Um einen einwandfreien Betrieb zu gewährleisten und einen vorzeitigen Verschleiß der Wellendichtungen vorzubeugen, gab es ausführliche Prüfungen im Bereich der Ansteuerung und der Drehzahlvorgabe der Heißschmelzkleberpumpe. Die Drehzahl der Pumpe wird automatisch auf den aktuellen Kleberbedarf der Hauptmaschine angepasst. Wird kein Heißschmelzkleber benötigt, dreht der Pumpenantrieb in einer Standby Drehzahl, um einen Basisdruck im Rohrsystem zu halten. Verbleibt das Hotmelt System längere Zeit im Standby Betrieb, wird die Heißschmelzkleberpumpe vollständig gestoppt und erst bei einer neuen Anforderung von Heißschmelzkleber wieder mit der passenden Antriebsdrehzahl gestartet.
Vorab wurde der Parametrieraufwand der 18 Heizzonen und zusätzlichen Analogsignale, hier stand besonders die richtige Skalierung im Vordergrund, als sehr hoch eingeschätzt. Da aber ELOTECH eine Simulationssoftware zur Verfügung stellte, konnten die Basisparameter in der Projektierungsphase bereits vorab ermittelt werden. Zusätzlich hierzu stellte die Simulation ein gutes Test- und Trainingstool für die Werksinstandhaltung bereit.
ELOTECH Heizungsregler haben in der Serienausstattung eine Selbstoptimierungsfunktion integriert, welche beim ersten Aufheizen des Systems für jede einzelne Heizzone, die individuelle Regelstrecke erfasst und auf dieser Grundlage die optimalen PID Regelparameter bestimmt. Durch die Selbstoptimierungsfunktion mussten nur Basisparametrierungen an den ELOTECH Reglern, wie z.B. Anzahl und Art der Heizzonen, Sensorbauart der Temperaturfühler, Temperaturgrenzwerte und Kopplung mit dem Erweiterungsmodul manuell vorgegeben werden.

Mittels einer im ELOTECH Heizungsregler integriertem USB-Speicherschnittstelle, sichert man die erprobten „Werksparameter“. Der USB-Stick bleibt in diesem Anwendungsfall dauerhaft mit den Heizungsreglern verbunden. Sollte es zur Fehleinstellungen kommen, können die Originalparameter unkompliziert zurückgeschrieben werden. Ebenfalls speichert der Stick Produktionsdaten wie Temperaturen. Somit ist auch eine lückenlose Prozessüberwachung möglich.
Um zu gewährleisten, dass die Heißschmelzkleberpumpe nur starten kann, wenn der Heißschmelzkleber verflüssigt ist, wurden Multifunktionsrelaiskontakte der ELOTECH Temperaturregler mit weiteren elektrotechnischen Betriebsmitteln kombiniert und parametriert. Erst bei einer vorgegebenen Mindesttemperatur der Heizzonen schaltet sich der Pumpenmotor dazu. Würde die Heißschmelzkleberpumpe starten, obwohl der Heißschmelzkleber nicht verflüssigt ist, käme es zu einer Beschädigung der Pumpe. Auch muss das Hotmelt System gegen Überhitzung und den damit verbundenen Brandgefahren abgesichert werden. Weitere Multifunktionsrelaiskontakte der ELOTECH Komponenten in Verbindung mit bereits vorhandenen elektromechanischen Übertemperaturschaltern sorgen bei Erreichen einer parametrierten Maximaltemperaturgrenze für eine Notabschaltung aller Heizzonen. Dabei schaltet sich auch der Leistungsteil mit ab. In Bezug auf die funktionale Maschinensicherheit ist dieser Aspekt von elementarer Bedeutung.
Mit einem abschließenden Funktions- und Reaktionstest der Übertemperatur- als auch der Mindesttemperaturabsicherung, konnte profit all die Montage- sowie Parametrierarbeiten erfolgreich abschließen.
ELOTECH Geräte der R4000 Serie verfügen über ein grafisches Touch-Farbdisplay, weshalb sich die Parametrier- und Einstellarbeiten einfach und übersichtlich gestalten. Durch die Möglichkeit jede Regelzone individuell zu benennen, ist die Bedienung und Fehlerdiagnose sehr einfach durch den Maschinenbediener oder das technische Personal möglich. Betriebszustände und Fehler der jeweiligen Heizungs- und Regelzonen werden übersichtlich und grafisch im HMI angezeigt. Zusätzlich wurde eine, über Logikeingänge einschaltbare Standby Betriebsart projektiert, welche alle Heizzonen im Standby Betrieb sauber abschaltet. Über eine externe Zeitschaltuhr werden die Heizungsregler außerhalb der Produktionszeiten des Unternehmens femira ausgeschaltet und frühzeitig vor Produktionsbeginn z.B. nach dem Wochenende automatisch wieder eingeschaltet. Aus Sicherheitsgründen wird im Standby Betrieb die Energiezufuhr des Leistungsteils der Heizung vollständig getrennt.

Seit der Integration des Retrofit Moduls in das Hotmelt System, ist ein Ausfall der Heißschmelzkleberversorgung im Unternehmen femira kein Problem mehr. Die Rückmeldungen des Bedienpersonals sind durchweg positiv, was besonders daran liegt, dass sich im regulären Betrieb niemand mehr mit der Heizungssteuerung und deren Einstellung/Bedienung befassen muss und das Hotmelt System vollkommen autark und automatisch funktioniert.
Dieser Anwendungsfall zeigt exemplarisch auf, wie man mit einfachen Mitteln, geringen finanziellem Ressourcen und minimalen Eingriff in den Produktionsprozess, eine Heißkleberautomationsanlage modernisieren kann. Zeitgleich erhält man einen Mehrwert in Form intuitiver Bedienung und höherer Regelqualität sowie höherer Funktionalität. In der Industrie gibt es Tausende solcher Anlagen, die darauf warten, ein Retrofit zu erhalten. Das Team profit all und ELOTECH beraten Sie gerne.